Contents
El acabado superficial es esencial para la estética, funcionalidad y rendimiento de las piezas moldeadas por inyección. En sectores que van desde la automoción hasta la electrónica de consumo, elegir el acabado adecuado puede marcar la diferencia entre un producto exitoso y otro que no cumple expectativas de calidad. Para garantizar uniformidad y calidad, la industria sigue estándares consolidados, siendo los más reconocidos los estándares de acabado de la Society of the Plastic Industry (SPI), actualmente Plastic Industry Association.
En este artículo profundizamos en los estándares de acabado en moldeo por inyección, con foco en los SPI: su aplicación, cómo elegir el acabado adecuado según la función, materiales y calidad del producto final.
¿Qué son los estándares de acabado superficial?
Los estándares de acabado superficial son guías o clasificaciones que definen textura, apariencia y tacto de una pieza plástica moldeada. Permiten que diseñadores y fabricantes hablen un mismo “idioma” al especificar acabados, asegurando un producto final con acabado brillante, mate o texturizado deseado.
Más allá de la estética, estos acabados pueden influir en la funcionalidad: resistencia al desgaste, capacidad de manipulación, reflexión o absorción de la luz. Al seguir estándares, se consigue repetibilidad, previsibilidad y un mejor control de calidad.
Importancia de los estándares
La consistencia es vital en fabricación. Los estándares de acabado alinean expectativas entre moldeador y cliente sobre la apariencia y comportamiento de las piezas. Esto permite replicar acabados independientemente del material o la ubicación de producción.
Son especialmente relevantes en sectores donde el aspecto marca la diferencia: productos de consumo premium requieren brillo, mientras que en interiores de automoción se prefiere textura fina para reducir reflejos y mejorar ergonomía.
Panorama de los estándares SPI
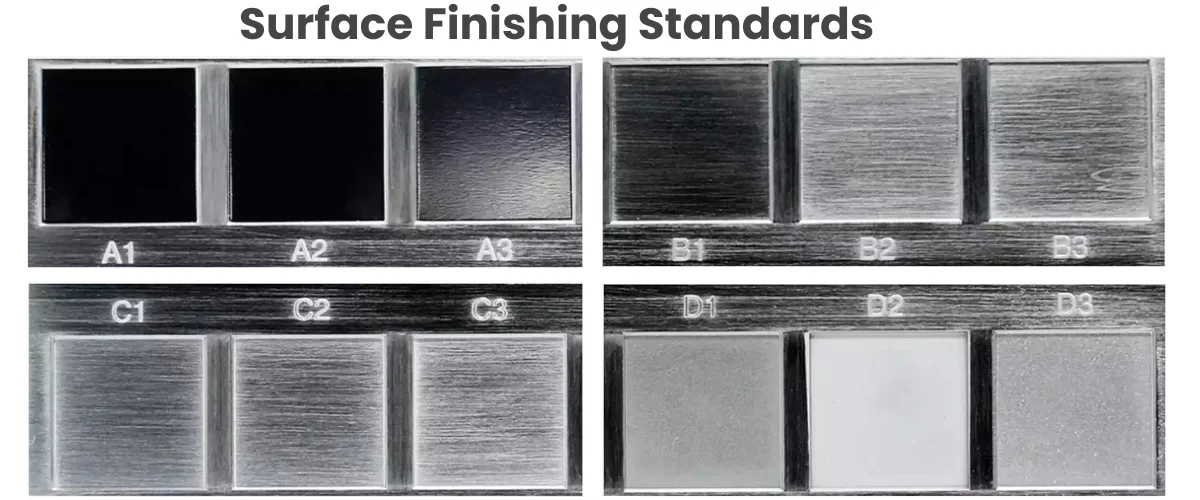
Los estándares SPI, creados por la Sociedad de la Industria del Plástico (ahora Plastic Industry Association), subdividen los acabados en cuatro categorías: A, B, C y D, cada una con subcategorías según el nivel de pulido o texturizado requerido.
1. Acabados de grado A (alto brillo)
Destinados a superficies espejo con gran brillo. Se alcanzan mediante pulido con compuestos de diamante.
A‑1: pulido máximo, superficie impecable tipo espejo, usado en lentes y partes ópticas.
A‑2: brillo alto, usado en carcasas de electrónica o empaques premium.
A‑3: brillo notable, con pequeñas imperfecciones apenas perceptibles.
2. Acabados de grado B (semi‑brillo)
Aspecto semi‑brillante logrado con lija o piedra de grano fino. Más económicos que A.
B‑1: superficie suave con cierta reflectividad, sin brillo extremo.
B‑2: semi‑brillo con textura ligera usando abrasivos de grano medio.
B‑3: acabado casi mate con ligero brillo.
3. Acabados de grado C (mate)
Acabados mate uniformes, obtenidos con abrasivos gruesos como lija o piedra.
C‑1: calidad mate alta, superficie lisa y no reflectante.
C‑2: textura un poco más pronunciada, ideal para agarre (empuñaduras).
C‑3: textura rugosa, máxima fricción para aplicaciones específicas.
4. Acabados de grado D (texturizados)
Superficies con textura notable mediante blast o grabado químico, priorizando funcionalidad o estética.
D‑1: textura fina, ergonómica, buen agarre y tacto.
D‑2: textura media, oculta desgaste o huellas, útil en automoción electrónica.
D‑3: textura intensa, máxima fricción, menos énfasis en estética.
Impacto sobre las piezas moldeadas
El acabado del molde influye directamente en el producto final:
Un acabado espejo destaca defectos (marcas de hundimiento, líneas de soldadura).
Texturas pueden ocultar imperfecciones, lo que es ideal cuando el presupuesto no permite acabados perfectos.
Texturas funcionales (como en manijas) mejoran ergonomía y uso.
Acabados lisos y pulidos facilitan limpieza en equipos médicos.
Cómo elegir el acabado adecuado
| actor | Recomendación | Ejemplo de uso |
|---|---|---|
| Estética | Alto brillo (A‑1/A‑2) | Cosméticos, electrónica premium |
| Ergonomía/Agarre | Mate o texturizado (C/B‑2, D‑1) | Manijas, herramientas |
| Ocultación de defectos | Mate/textura (C/D‑2) | Carcasas de automoción, dispositivos industriales |
| Limpieza y sanitización | Liso (A‑1) | Equipos médicos |
También influye el coste del moldaje: grados más altos requieren pulido intensivo, lo que aumenta el precio por molde.
Conclusión
Los estándares SPI establecen un lenguaje claro para brújulas estéticas y funcionales en moldeo por inyección. Van desde acabados espejo de máxima calidad hasta texturas robustas para uso industrial. Comprenderlos es clave para:
Establecer expectativas visuales con moldeadores.
Asegurar consistencia entre proveedores.
Optimizar costes comparado con calidad deseada.
Maximizar ergonomía, limpieza y funcionalidad del producto.
Un acabado bien elegido puede elevar la percepción del producto y garantizar su éxito en el mercado internacional.
En HordRT, somos especialistas en servicios de moldeo por inyección, mecanizado CNC, fundición a presión y más. Nuestro compromiso con la calidad, la velocidad de entrega y la innovación nos convierte en el socio ideal para sus proyectos personalizados. Con base en China, ayudamos a empresas de todo el mundo a fabricar piezas plásticas y metálicas de alto rendimiento, cumpliendo con los más altos estándares de acabado superficial.
Contáctenos hoy para obtener una cotización rápida y asesoría técnica experta para su próxima pieza moldeada o mecanizada.