Contenido
El moldeo por inyección de plástico es una técnica de fabricación que produce piezas al inyectar material fundido en un molde. Su principio básico consiste en calentar la resina plástica hasta que se vuelve fluida, y luego, bajo alta presión, inyectarla en la cavidad del molde. Una vez enfriado y solidificado, el producto adopta la forma deseada.
Esta tecnología ofrece ventajas significativas:
Alta eficiencia y economía: perfecta para producción en masa, reduce el costo unitario conforme aumenta el volumen.
Capacidad para piezas complejas: reproduce con precisión detalles micrométricos, paredes delgadas y superficies de acople ajustadas, difíciles de lograr con métodos tradicionales.
Amplia aplicabilidad industrial: ideal para piezas de ingeniería en automoción, electrónica y dispositivos médicos, entre otros.

Proceso del moldeo por inyección de plástico
El proceso se divide en etapas clave; controlar con precisión cada paso es esencial para garantizar la calidad y eficiencia de la fabricación.
1. Selección de materiales
El primer paso es escoger la resina adecuada, siguiendo el principio de “compatibilidad de rendimiento”.
Parámetros como resistencia mecánica, temperatura de trabajo y fluidez deben ajustarse a las condiciones de uso.
Un ejemplo claro es el ABS (acrilonitrilo-butadieno-estireno):
Resistencia a la tracción ≥ 40 MPa
Resistencia al impacto ≥ 20 kJ/m²
Excelente fluidez para procesar
Estas propiedades lo convierten en favorito para piezas como paneles de automóviles (tolerancia ± 0,15 mm) y carcasas electrónicas (grosor 1,2–2,5 mm).
Según datos del American Chemistry Council, el ABS representa el 32 % del mercado de piezas de automoción, lo que confirma su idoneidad .
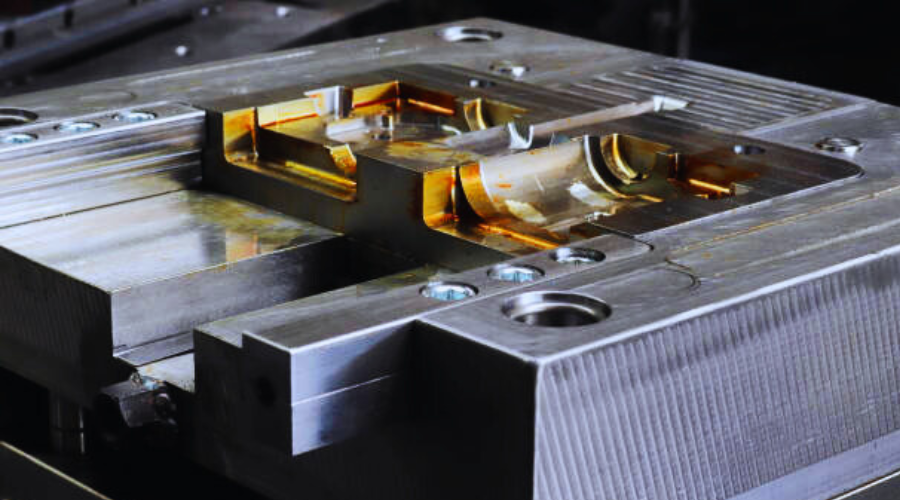
2. Diseño del molde
El molde es el “soporte maestro” del sistema de inyección. Su diseño debe equilibrar múltiples aspectos:
Equilibrio térmico: los canales de refrigeración curvos garantizan una distribución homogénea del calor (gradiente ≤ 3 °C/cm).
Equilibrio hidráulico: en moldes de múltiples cavidades se emplean canales H para mantener diferencias de llenado < 0,05 s.
Equilibrio estructural: núcleos de P20 con dureza HRC 30–34, armazón con cuatro columnas guía.
Equilibrio de proceso: ubicación de entrada (puerto) según la ruta más corta, con boquillas en forma de abanico.
Con herramientas CAD/CAE, el análisis de flujo ofrece una precisión de ± 0,8 %, reduciendo la necesidad de prototipos físicos.
3. Ciclo de moldeo por inyección
El procesamiento sigue un modelo de cinco etapas bien definidas:
Plastificación:
Temperaturas típicas:
Segmento trasero: 190 °C
Segmento medio: 210 °C
Segmento delantero: 230 °C
Boquilla: 220 °C
Inyección:
Presión por etapas:
120 MPa para llenar el 90 %
80 MPa para compensar la retracción
Mantenimiento de presión (Hold‑pressure):
Según curva PVT, se cubre el 6–12 % de retracción volumétrica.
Enfriamiento:
Control térmico con máquina de temperatura, ± 1 °C.
Tiempo de enfriamiento = grosor máximo al cuadrado × 1,5 (s/mm²).
Expulsión:
Sistema asistido por resorte de nitrógeno, velocidad de eyección 0,5–1,2 m/s.
Gracias a un sistema de control en circuito cerrado (CPK ≥ 1,67), la variación de parámetros se mantiene dentro de ± 1,5 %.
Equipos de moldeo
Los equipos son diseñados para soportar altas exigencias de precisión y repetibilidad:
Componentes principales de una inyectora
Unidad de inyección: funde el plástico y lo impulsa al molde.
Unidad de cierre: aplica fuerza de cierre para evitar fugas.
Sistema hidráulico: controla el movimiento y asegura la ejecución precisa.
Tipos de máquinas
Horizontal: ampliamente utilizada, automatizable y versátil para piezas generales.
Vertical: ideal para moldeo con inserción; permite incorporar anclajes previamente en el molde, ideales para piezas con elementos metálicos.
La elección depende del diseño del producto, requisitos de automatización y volumen de producción.
Control de parámetros del proceso
El éxito del moldeo depende de un ajuste preciso de sus parámetros:
1. Control de temperatura
Asegura una viscosidad adecuada y evita defectos como deformaciones y tensión interna.
El control de la temperatura del molde optimiza la calidad superficial y dimensional.
2. Presión y velocidad de inyección
Alta presión garantiza llenado completo.
La velocidad afecta el flujo fundido: demasiado rápida provoca rebabas; lenta, falta de llenado.
Se requiere un equilibrio óptimo para evitar defectos.
3. Tiempo de mantenimiento y enfriamiento
El mantenimiento mantiene la presión durante la solidificación inicial.
El tiempo de enfriamiento debe ser suficiente para desmoldar sin deformaciones.
La optimización reduce el ciclo y mejora la productividad.

Control de calidad y detección de defectos
Mantener altos estándares implica métodos de control y diagnóstico:
Técnicas de control de calidad
SPC (Control Estadístico del Proceso): detecta desviaciones en tiempo real.
Inspección visual: identifica rebabas, burbujas o deformaciones superficiales.
Medición dimensional: herramientas precisas para confirmar tolerancias.
Estas prácticas ayudan a intervenir tempranamente y evitar lotes defectuosos.
Defectos comunes y soluciones
Deformación (warp): causada por enfriamiento desigual.
Hundimientos: debido a retracción durante el enfriamiento.
Burbujas: atrapamiento de gas.
Short shots: llenado incompleto del molde.
Soluciones:
Ajuste de parámetros (presión, velocidad, enfriamiento).
Optimización del diseño del molde (canales, respiraderos).
Selección apropiada de resina (fluidez, tasa de retracción).
Por ejemplo, prolongar el enfriamiento y estabilizar la temperatura reduce significativamente defectos como deformaciones y hundimientos.
Ventajas y conclusiones
El moldeo por inyección de plástico es un proceso eficiente con alta complejidad técnica. Varios beneficios destacan:
Producción en masa de piezas complejas
Alta repetibilidad y calidad constante
Reducción de costos unitarios
Capacidad de creación de geometrías intrincadas
El dominio profundo de cada etapa y su control riguroso son vitales para lograr piezas con excelente acabado, precisión y rendimiento.
HordRT ofrece un servicio integral de moldeo por inyección:
Prototipado y producción en serie
Plantas modernas y tecnología de punta
Sistemas de gestión de calidad estrictos.
Nuestra experiencia acompaña a cada cliente, garantizando soluciones confiables, eficientes y adaptadas a sus necesidades. Ya sea un proyecto piloto o manufactura en gran escala, somos el aliado ideal en inyección de plástico.