Johnny Xiong
Especialista en Moldes Rápidos
Índice de contenidos
El moldeo por inyección es uno de los procesos de fabricación más eficientes para producir piezas plásticas en grandes volúmenes. Sin embargo, lograr resultados repetibles y de alta calidad es a menudo más complejo de lo que parece. En HordRT sabemos que las fuerzas invisibles suelen ser la mayor amenaza para la calidad del producto. La más crítica de ellas es el estrés en el moldeo por inyección.
Si no se gestiona correctamente, el estrés puede arruinar la geometría de la pieza, comprometer la integridad estructural y provocar fallos de producción costosos. En esta guía, exploraremos de dónde proviene el estrés residual en el moldeo por inyección, cómo se manifiesta en forma de defectos comunes y cómo utilizamos los principios de Diseño para Manufactura (DFM) para resolver estos problemas antes de que ocurran.
Causas del estrés en el moldeo por inyección
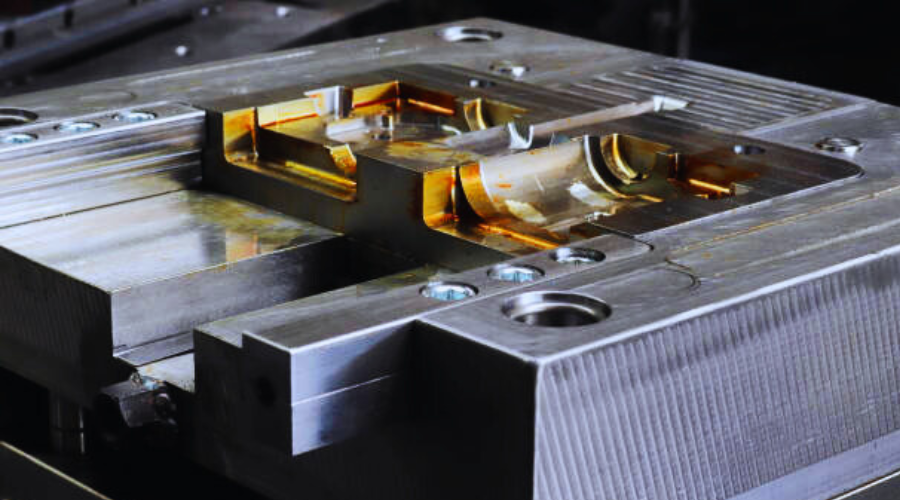
El estrés en las piezas plásticas no es aleatorio; es una cuestión física. Para resolverlo, primero debemos entender sus orígenes. Según nuestra experiencia en HordRT, el estrés residual proviene generalmente de dos fuentes principales: factores inducidos por el flujo y factores térmicos.
1. Estrés inducido por el flujo
Este ocurre durante las etapas de llenado y compactación. A medida que el polímero fundido es empujado dentro del molde, las cadenas poliméricas se estiran y alinean en la dirección del flujo.
Alta cizalla: Cuando las velocidades o presiones de inyección son demasiado altas, el material experimenta fuertes fuerzas de cizalla cerca de las paredes de la cavidad. Esto obliga a las cadenas moleculares a orientarse excesivamente, creando tensión.
Manifestación: Esta tensión queda a menudo “congelada” en la pieza, generando puntos débiles como líneas de soldadura (donde se encuentran los frentes de flujo) o vacilación del flujo en secciones delgadas.
2. Estrés térmico
Este tipo de estrés se genera durante la fase de enfriamiento. Los polímeros se contraen al enfriarse, pero rara vez lo hacen de manera uniforme.
Enfriamiento desigual: Si la temperatura del molde es inconsistente o si el diseño presenta diferentes espesores de pared, distintas áreas se contraerán a diferentes ritmos.
Contracción volumétrica: A medida que el material se solidifica, su volumen disminuye. Si el núcleo se enfría más lentamente que la superficie, se genera tensión interna cuando el interior tira de la capa externa ya endurecida.
3. Estrés residual (resultado combinado)
El estrés residual en el moldeo por inyección es esencialmente la combinación del estrés inducido por el flujo y el estrés térmico que permanece en la pieza después de la expulsión. A menudo es causado por problemas prevenibles en el diseño del molde o configuraciones inadecuadas del proceso.

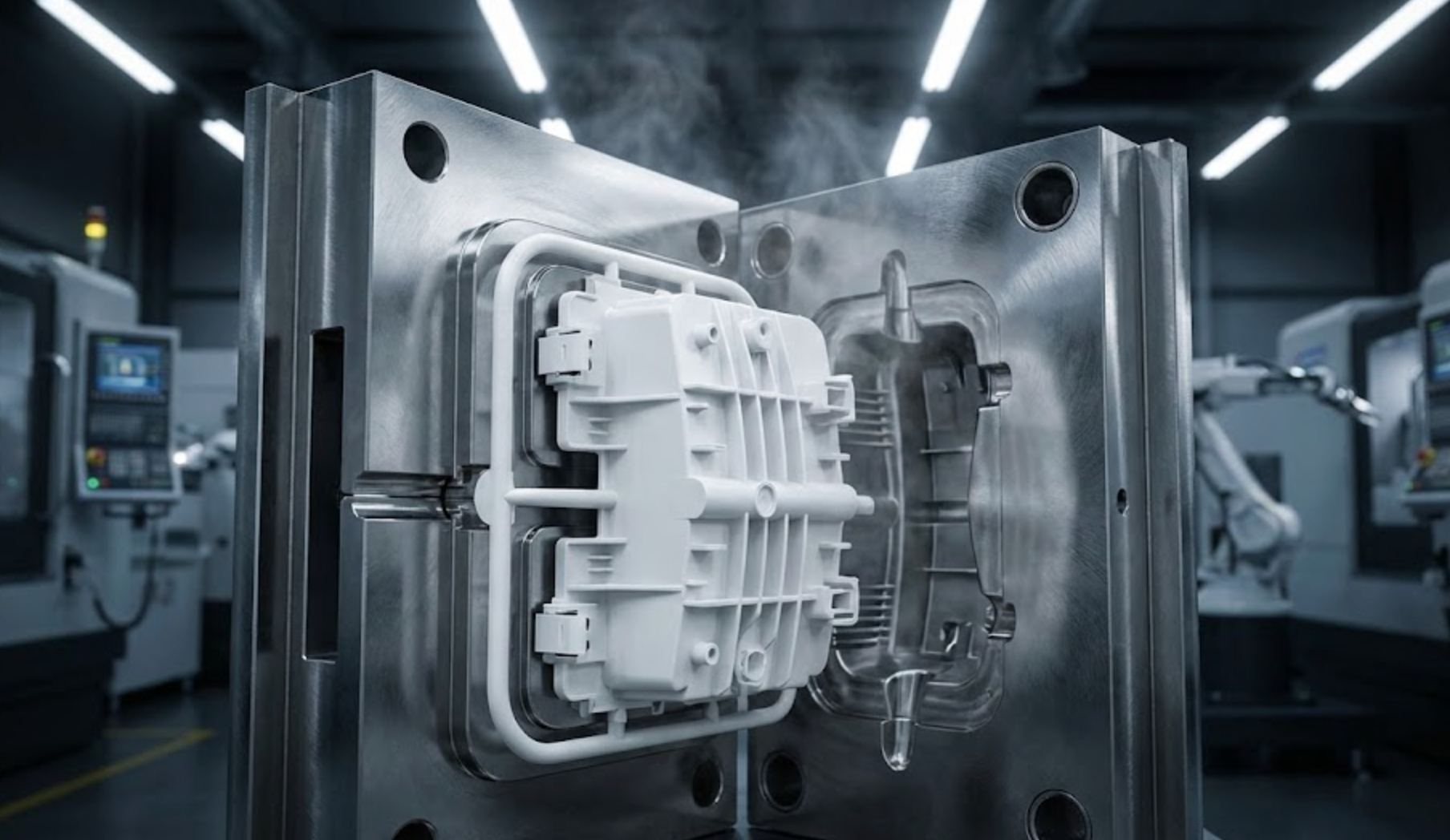
Cómo aparece el estrés en las piezas moldeadas
Puede que el estrés no sea visible inmediatamente tras la expulsión, pero eventualmente se manifestará. El estrés busca equilibrio, y cuando el plástico intenta relajarse, se producen defectos específicos del moldeo por inyección.
Los síntomas más comunes que encontramos son:
Deformación (Warping): Es el problema más frecuente. El estrés provoca una contracción anisotrópica (el material se contrae de manera diferente en la dirección del flujo que en la perpendicular). Cuando la contracción varía en la pieza, esta se tuerce o arquea para aliviar la tensión.
Grietas (Stress Cracking): Si la tensión interna supera la resistencia a la tracción del material, la pieza se agrietará, ya sea inmediatamente después de la expulsión o más tarde bajo cargas de servicio.
Blanqueamiento: Altos niveles de tensión pueden causar “stress whitening”, visible como marcas pálidas en el plástico, indicando que las cadenas poliméricas están siendo separadas.
Variaciones de contracción: El estrés inconsistente produce dimensiones impredecibles, lo que dificulta mantener tolerancias estrictas.
Reducción de la vida útil: Incluso si la pieza parece perfecta, una tensión interna significativa actúa como una precarga, reduciendo la capacidad de la pieza para soportar fuerzas externas o exposición química, lo que provoca fallos prematuros.
Soluciones prácticas para reducir el estrés
En HordRT creemos que la calidad se diseña, no se inspecciona. Reducir el estrés en el moldeo por inyección requiere un enfoque integral que incluya diseño, ingeniería de moldes, procesamiento y selección de materiales.
1. Optimización del diseño
La forma más efectiva de eliminar el estrés es mediante un diseño adecuado de la pieza.
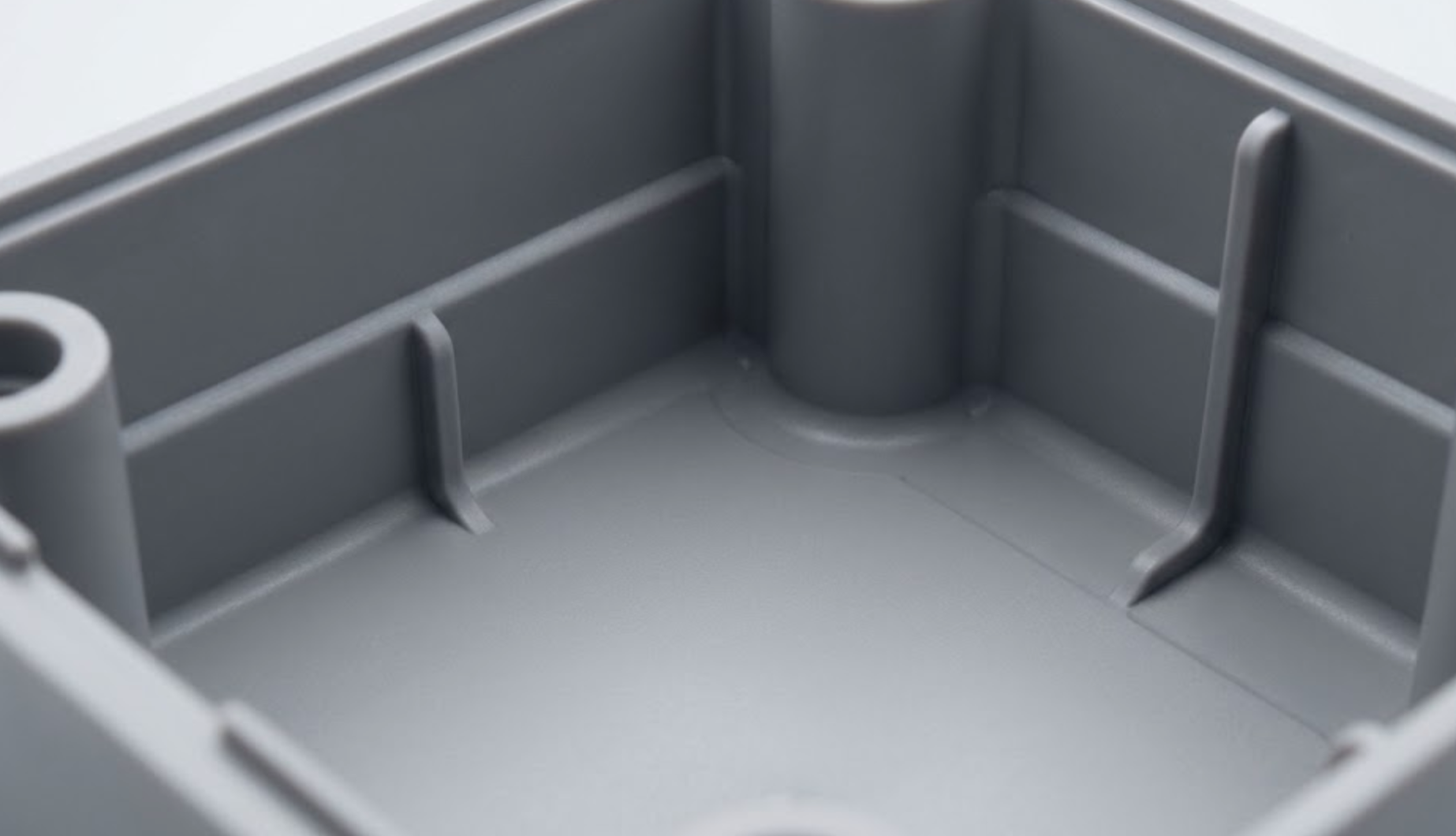
Espesor de pared uniforme: Es la regla número uno. Un espesor constante garantiza un flujo y enfriamiento uniforme. Evite cambios bruscos; si son necesarios, use transiciones graduales para reducir la concentración de tensiones.
Radios y esquinas: Las esquinas afiladas son concentradores de estrés.
Recomendación: Un radio interno de al menos el 50% del espesor nominal de la pared (0.5T). El radio externo debe ser radio interno más el espesor de la pared (1.5T).Refuerzos y bosses: Elementos pesados causan marcas de hundimiento y vacíos (estrés).
Refuerzos: Deben tener entre el 50% y el 75% del espesor nominal.
Bosses: El radio en la base debe ser del 25% del espesor (0.25T), con un mínimo de 0.015 pulgadas. Siempre ahuecar los bosses para mantener el espesor de pared uniforme.
2. Mejoras en el molde
Ubicación de la compuerta: Colocamos compuertas que permitan que el flujo vaya de secciones gruesas a delgadas, asegurando un llenado adecuado sin sobresaturar las áreas delgadas.
Canales balanceados: Garantizan que cada cavidad se llene al mismo tiempo y con la misma presión, reduciendo variaciones entre piezas.
Ventilación: El aire atrapado causa quemaduras y obliga a la máquina a trabajar más, aumentando el estrés por cizalla. Una buena ventilación es esencial.
3. Ajustes del proceso
Optimizar la ventana del proceso es clave para controlar el estrés residual.
Temperatura del material y velocidad de inyección: Temperaturas más altas reducen la viscosidad y el estrés por flujo, pero requieren enfriamiento más largo. Ajustamos esta relación cuidadosamente.
Presión de mantenimiento: Es necesaria para compensar la contracción, pero un exceso introduce estrés en la pieza.
Tiempo de enfriamiento: Expulsar una pieza demasiado caliente permite que se deforme fuera del molde. Un enfriamiento adecuado dentro del molde evita esto.
4. Selección de material
Elegir la resina adecuada puede reducir drásticamente el riesgo de estrés.
Resinas de baja tensión: Materiales de alto flujo requieren menos presión de inyección, reduciendo el estrés inducido por el flujo.
Amorfas vs. semicristalinas:
Amorfas (ABS, PC): Menor contracción y mejor estabilidad dimensional; tienden a ser más isotrópicas.
Semicristalinas (Nylon, PP): Mayor contracción y anisotropía, más propensas a deformarse, pero con mejor resistencia química.
Refuerzo con fibra: Aumenta la resistencia, pero si la orientación de la fibra no se controla, aumenta la contracción anisotrópica (deformación).
Soporte de moldeo por inyección de HordRT
Con 11 años de experiencia en fabricación global, HordRT va más allá de simplemente “hacer piezas”. Actuamos como su socio de ingeniería para mitigar riesgos como el estrés en el moldeo por inyección antes de cortar acero.
Brindamos soporte integral para garantizar el éxito de su proyecto:
Análisis de Diseño para Manufactura (DFM): Revisiones detalladas del diseño para identificar espesores variables, esquinas afiladas y puntos potenciales de estrés.
Análisis CAE / Moldflow: Simulamos el proceso de inyección para probar ubicaciones de compuertas, predecir líneas de soldadura y visualizar patrones de contracción, optimizando el diseño del molde.
Recomendaciones de materiales: Desde plásticos de propósito general hasta resinas de ingeniería, ayudamos a seleccionar materiales que equilibren rendimiento y procesabilidad.
Desde prototipos hasta producción masiva: Ofrecemos servicios de moldeo por inyección rápido con materiales de grado de producción, permitiéndole validar físicamente la estabilidad geométrica antes de la producción en volumen.
Conclusión
Gestionar el estrés en el moldeo por inyección es clave para producir piezas plásticas duraderas y de alta precisión. Al abordar las tensiones inducidas por el flujo y las tensiones térmicas mediante un diseño optimizado, una ingeniería inteligente del molde y un control preciso del proceso, se pueden eliminar defectos como la deformación y las grietas.
En HordRT combinamos experiencia y tecnología para ofrecer piezas que cumplen los más altos estándares de calidad.
¿Listo para iniciar su próximo proyecto?
Contacte a HordRT hoy mismo para obtener una cotización instantánea.
Permita que nuestro equipo de ingeniería utilice nuestro análisis DFM profesional y capacidades de ingeniería personalizada para resolver sus requisitos de aplicación más complejos.