Johnny Xiong
Especialista en Moldes Rápidos
Índice de contenidos
El moldeo por inyección es un proceso de fabricación maduro y de alto volumen, pero la verdadera habilidad está en utilizar el diseño del molde para ampliar la funcionalidad del producto mientras se controlan los costos y el tiempo de ciclo. Las acciones laterales (corredizas, tiradores laterales, núcleos laterales) son algunos de los elementos más potentes del molde para lograr ese equilibrio: permiten crear contrasalidas, orificios laterales, nervaduras, clips, roscas y otras geometrías que no pueden producirse con un molde simple de dos placas. Bien empleadas, las acciones laterales permiten consolidar piezas, mejorar la resistencia y reducir el ensamblaje, a cambio de una mayor complejidad de herramental que debe gestionarse.
Este artículo ofrece una guía práctica y profunda sobre cómo usar acciones laterales para la optimización del diseño. Cubre: qué son y por qué importan; una taxonomía detallada (incluyendo una tabla práctica para elegir soluciones); consideraciones ampliadas de diseño para fabricación (geometría, tolerancias, material, enfriamiento, venteo, estrategias de línea de cierre); implicaciones de herramental y mantenimiento; técnicas de gestión de costos y estudios de caso.
1. Por qué Importan las Acciones Laterales
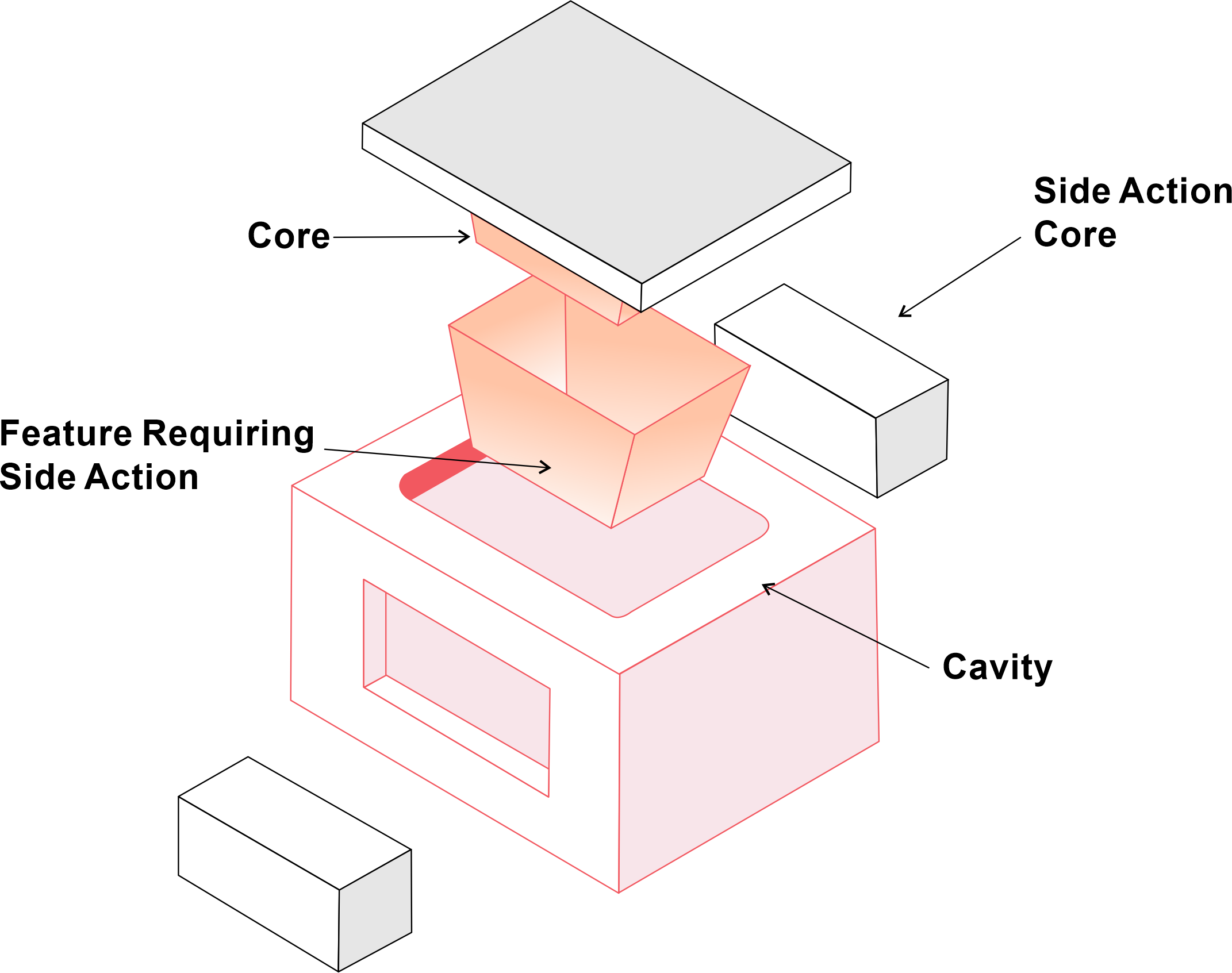
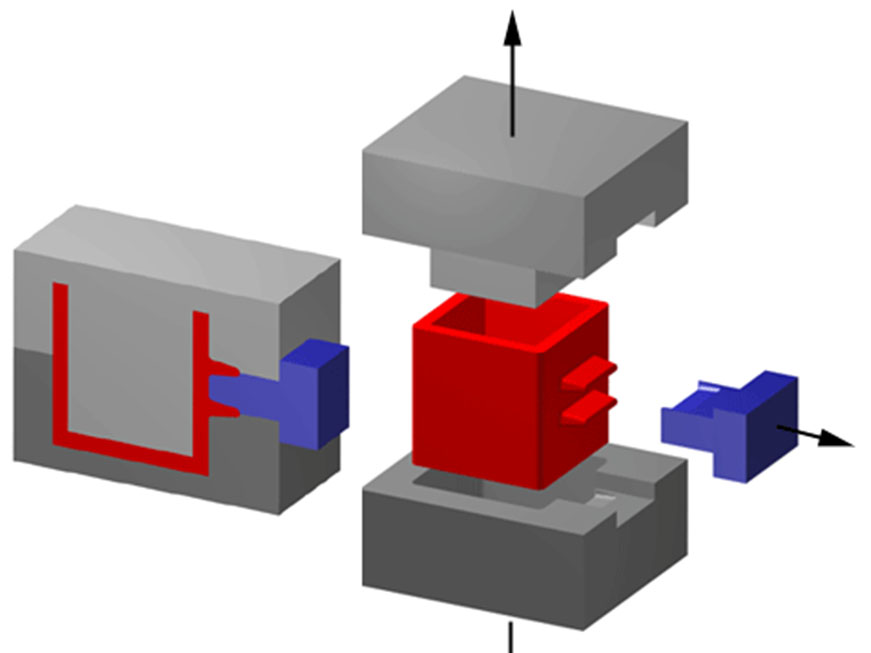
La función inmediata de una acción lateral es mecánica: moverse hacia adentro y hacia afuera para permitir el moldeo de características que, de otro modo, bloquearían la pieza dentro del molde. Pero el impacto a nivel de diseño es mucho más amplio:
Consolidación funcional.
Las acciones laterales permiten integrar funciones en un solo componente moldeado — pestillos, clips, ganchos, puertos de cable, guías deslizantes — reduciendo el número de piezas y el ensamblaje.
Rendimiento y durabilidad.
Las características moldeadas en una sola pieza (en lugar de ensambladas) suelen ser más fuertes, más repetibles y menos propensas a fallos por mal ensamblaje o desgaste.
Precisión y repetibilidad.
Las características definidas por la geometría del molde mantienen tolerancias mucho mejores que la mayoría de los mecanizados posteriores para producciones largas.
Estética y ergonomía.
Las acciones laterales permiten detalles de borde limpios, filetes ajustados y aberturas al ras que mejoran la percepción de calidad.
Reducción del costo del ciclo de vida.
Un mayor costo inicial del molde puede compensarse con menor costo por pieza, menos retrabajo, menor inventario y líneas de ensamblaje más rápidas.
2. Tipos de Acciones Laterales
| Tipo | Movimiento | Casos de uso típicos | Ventajas | Limitaciones |
| Corrediza recta (lineal) | Lineal, perpendicular a la línea de cierre | Orificios laterales pequeños, pestañas, clips delgados, nervaduras externas | Simple, de bajo costo, confiable | Recorrido limitado, posible interrupción del flujo |
| Corrediza angular | Se mueve a lo largo de un camino inclinado | Características que requieren despeje lateral + axial | Acceso a contrasalidas anguladas, mayor flexibilidad | Mecanismos más complejos, alineación crítica |
| Corrediza operada por leva | Una leva mecánica acciona la corrediza sincronizada con la apertura | Varias corredizas con secuencia | Sincronización totalmente mecánica | Desgaste de la leva, requiere ajuste preciso |
| Corrediza hidráulica / neumática | Accionada por cilindro hidráulico o aire | Corredizas pesadas, contrasalidas profundas, recorrido largo | Alta fuerza, movimiento suave | Añade sistemas externos, mayor costo y mantenimiento |
| Elevador (lifter) | Movimiento vertical o inclinado ligado a la eyección | Ranuras internas, contrasalidas parciales, roscas internas pequeñas | Ideal para características internas, compacto | Debe sincronizarse con la eyección; recorrido limitado |
| Núcleo colapsable | El núcleo colapsa hacia adentro | Roscas internas, cilindros con nervaduras internas | Permite geometría interna compleja | Altísima complejidad y precisión |
| Mecanismos multieje | Combinación de movimientos lineales, angulares y elevadores | Piezas con múltiples contrasalidas conflictivas | Máxima libertad de diseño | Mayor costo, mantenimiento y secuenciación |
3. Directrices de Diseño y Geometría
3.1 Participación temprana
Decida si se requerirán contrasalidas en la etapa conceptual o de diseño inicial; añadir corredizas tarde es caro y retrasa el proyecto.
3.2 Minimizar recorrido y complejidad
Diseñe características que utilicen el menor recorrido posible. Reduce tamaño y costo del mecanismo, tiempo de ciclo y desgaste.
3.3 Ángulos de desmoldeo y acabado superficial
Incluso en las caras con corredizas, proporcionar desmoldeo (0,5°–2°). Acabados brillantes o texturizados requieren más.
3.4 Geometría de cierre (shutoff)
Las superficies de cierre entre corrediza y acero fijo deben tener ángulo adecuado (3°–5°) y radios para evitar rebaba. Cierres delgados aumentan desgaste.
3.5 Evitar contrasalidas muy profundas/continuas
Si la contrasalida es larga, considere dividir la geometría o moverla a la línea de cierre.
3.6 Posicionamiento respecto al flujo y líneas de soldadura
Evite colocar corredizas en zonas donde los frentes de flujo se unen.
3.7 Nervaduras, filetes y espesores cerca de corredizas
Mantenga espesores uniformes y filetes generosos para evitar hundimientos y concentraciones de tensión.
3.8 Tolerancias
Tolerancias ajustadas cerca de corredizas requieren acuerdos claros con el fabricante del molde. ±0,05 mm es posible en características pequeñas, dependiendo del herramental.
4. Material, Enfriamiento y Consideraciones de Proceso
4.1 Contracción del material y holguras
Materiales con mayor contracción pueden reducir la holgura efectiva entre corrediza y pieza.
4.2 Resinas higroscópicas
Materiales que absorben humedad cambian dimensionalmente; considere el presecado y ventanas de tolerancia.
4.3 Enfriamiento alrededor de corredizas
Las corredizas interrumpen canales de enfriamiento. Use enfriamiento conformal si es posible.
4.4 Venteo
Necesario para evitar atrapamientos de aire y marcas quemadas en interfaces de corrediza.
4.5 Secuencia del ciclo
Corredizas con levas o sistemas hidráulicos deben sincronizarse con el cierre y la eyección.
5. Herramental y Mantenimiento
5.1 Tolerancias en el acero del molde
Corredizas y matrices deben ser templadas y rectificadas. Seleccione aceros y recubrimientos según el volumen de producción.
5.2 Lubricación y guías
Corredizas requieren canales de lubricación, recubrimientos antifricción o cojinetes.
5.3 Desgaste y componentes reemplazables
Diseñe inserts o placas de desgaste que puedan cambiarse rápidamente.
5.4 Protección contra corrosión
Sistemas hidráulicos requieren sellos; en ambientes húmedos, utilice aceros inoxidables o recubrimientos.
5.5 Accesibilidad y seguridad
Permita acceso seguro para mantenimiento, evitando mecanismos ocultos.
6. Estrategias de Gestión de Costos
6.1 Calcular volumen de equilibrio
Compare costo del molde vs. operaciones secundarias. En volúmenes de miles a decenas de miles, las corredizas suelen justificar la inversión.
6.2 Simplificar movimiento
Preferir corredizas lineales cuando sea posible.
6.3 Consolidar características
Un solo mecanismo para varias contrasalidas es más económico que muchos pequeños.
6.4 Minimizar área de cierre metal-metal
Reduce desgaste, pero debe equilibrarse con riesgo de rebaba.
6.5 Considerar estrategias alternativas de línea de cierre
A veces cambiar la línea de cierre elimina la necesidad de corredizas.
6.6 Componentes estandarizados
Utilizar cilindros, levas y bujes comerciales reduce costos y tiempo.
7. Estudios de Caso
Caso A — Dispositivo Médico Portátil (Rieles Internos de Precisión)
Problema: Rieles internos y canales que requerían alineación ±0,1 mm.
Solución: Elevadores laterales para los rieles y núcleo colapsable para la cavidad central.
Resultado: Mejora de tolerancia, 80% menos tiempo de ensamblaje, casi cero rechazo.
Caso B — Trim Exterior Automotriz con Clips
Problema: Múltiples clips y ganchos requerían inserts o ensamblaje manual.
Solución: Corredizas rectas y angulares; pockets de acero reemplazable.
Resultado: Cero tornillería, mejor durabilidad, mantenimiento rápido.
Caso C — Electrónica de Consumo: Flujo de Aire y Puertos
Problema: Puertos y ventilaciones debían ser limpios y sin juntas visibles.
Solución: Corredizas angulares para canales y recesses; redistribución de compuertas.
Resultado: Estética premium, ensamblaje eliminado; ligero aumento del ciclo aceptado por el valor agregado.
8. Problemas Comunes y Cómo Evitarlos
Rebaba en interfaces — mejorar precisión del cierre, añadir microventeo, aumentar ángulo.
Atascos de corrediza — lubricación adecuada, buen guiado, evitar contaminación.
Líneas de soldadura débiles — cambiar ubicación de compuerta.
Desgaste excesivo — usar placas endurecidas, inserts reemplazables.
Mala sincronización de eyección — revisar perfiles de leva y tiempos hidráulicos.
Conclusión
Las acciones laterales no son solo un “truco del molde”: son una palanca de diseño deliberada. Cuando se usan correctamente, desbloquean funcionalidad, reducen ensamblaje y elevan la calidad del producto. El reto es gestionar la complejidad del molde mediante colaboración estrecha con el fabricante, planificación cuidadosa de material y enfriamiento, y enfoque en mantenimiento.
Use la taxonomía y directrices de este artículo para elegir el tipo más simple y efectivo, diseñar con recorridos mínimos y validar con simulación. Con una gestión activa, las acciones laterales pasan de ser una “carga de herramental” a una ventaja competitiva del producto.
Sobre HordRT
Con más de 10 años de experiencia en moldeo por inyección de precisión y diseño de moldes, HordRT se especializa en mecanismos de acciones laterales, moldes multicavidad y producción de piezas plásticas de alta calidad. Ofrecemos análisis DFM, simulación de flujo (mold flow), prototipado rápido y producción masiva estable. Nuestro taller interno y plantas automatizadas garantizan calidad consistente, tiempos competitivos y costos optimizados.
Damos la bienvenida a clientes globales que buscan soporte de ingeniería confiable y asociaciones de producción a largo plazo. ¡Contáctenos!