Johnny Xiong
Especialista en Moldes Rápidos
Índice de contenidos
El policarbonato (PC) es uno de los termoplásticos de ingeniería más versátiles utilizados en las industrias modernas. Conocido por su excepcional resistencia al impacto, transparencia, resistencia al calor y estabilidad dimensional, el policarbonato se ha convertido en un material preferido para productos moldeados por inyección que van desde lentes ópticas y dispositivos médicos hasta componentes automotrices y carcasas electrónicas. A medida que aumenta la demanda global de materiales duraderos, ligeros y con gran flexibilidad estética, comprender todo el espectro del moldeo por inyección de PC—sus ventajas, parámetros de proceso, desafíos y aplicaciones—se vuelve esencial para fabricantes y diseñadores.
Este artículo ofrece una visión completa del moldeo por inyección de policarbonato, analizando la ciencia detrás del material, el flujo de producción, las consideraciones técnicas clave y las mejores prácticas para lograr un rendimiento óptimo en los componentes terminados.
1. Introducción al Policarbonato (PC)
El policarbonato es un polímero termoplástico amorfo caracterizado por grupos carbonato en su estructura química. Se produce principalmente mediante la reacción de bisfenol A (BPA) y fosgeno, o mediante policondensación en fusión sin fosgeno. Su estructura molecular proporciona características mecánicas y ópticas únicas que no son comunes en otros plásticos.
Propiedades clave del policarbonato
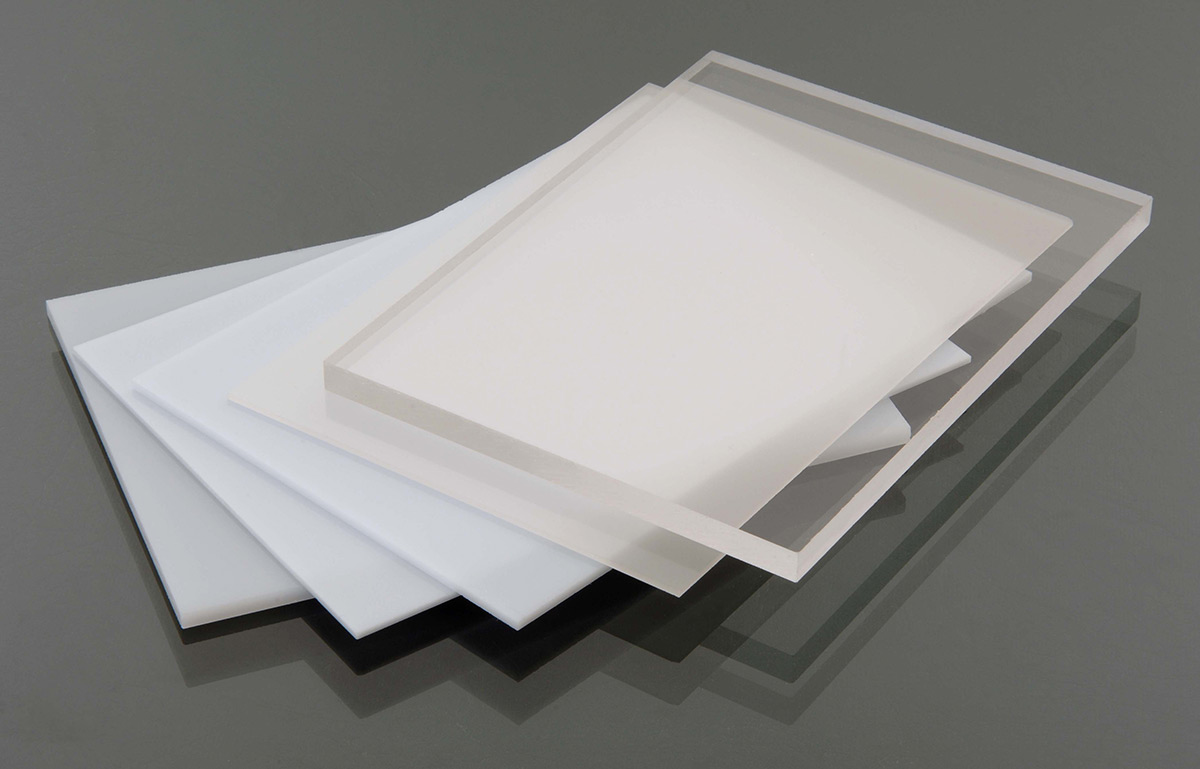
Alta resistencia al impacto: El PC es uno de los termoplásticos más resistentes, con una resistencia al impacto muy superior al acrílico, ABS o poliestireno.
Claridad óptica: Algunos grados tienen una transmitancia luminosa superior al 88%, comparable al vidrio.
Alta resistencia al calor: Mantiene su integridad mecánica entre 120–135°C y soporta exposiciones breves a temperaturas más altas.
Estabilidad dimensional: Su baja contracción lo hace adecuado para piezas moldeadas con tolerancias estrictas.
Aislamiento eléctrico: Excelentes propiedades dieléctricas, ampliamente utilizado en electrónica.
Retardancia a la llama: Muchos grados de PC son naturalmente resistentes al fuego sin aditivos adicionales.
Gracias a estas cualidades, el PC se usa en aplicaciones exigentes que requieren una combinación de transparencia, resistencia y rendimiento térmico.
2. Por Qué el Policarbonato es Ideal para el Moldeo por Inyección
El moldeo por inyección es el método más común y eficiente para producir piezas de PC. Varias características del policarbonato lo hacen especialmente adecuado para este proceso.
2.1 Características de flujo
A pesar de su alta viscosidad en fusión, el PC fluye uniformemente bajo alta temperatura y presión, permitiendo el moldeo preciso de geometrías complejas.
2.2 Calidad superficial
El PC admite acabados superficiales de alta calidad—from alto brillo óptico hasta texturas mate—por lo cual es muy usado en productos de consumo estéticos.
2.3 Tolerancias estrictas
Su baja contracción (0.5–0.7%) permite moldear componentes precisos, especialmente importante en aplicaciones de ingeniería y ópticas.
2.4 Versatilidad del material
El PC puede modificarse con aditivos:
Fibras de vidrio (mayor resistencia y rigidez)
Retardantes de llama
Estabilizadores UV
Colorantes
Modificadores de impacto o mezclas como PC/ABS
Esto amplía su rango de aplicaciones y capacidades de rendimiento.
3. Proceso de Moldeo por Inyección del Policarbonato
Si bien el moldeo por inyección del PC sigue los mismos pasos básicos que otros termoplásticos, sus características requieren condiciones específicas de procesamiento.
3.1 Preparación del material
Secado del material
El policarbonato es altamente higroscópico. Un contenido de humedad superior al 0.02% puede causar:
Líneas plateadas o rayas superficiales
Reducción de la resistencia mecánica
Degradación hidrolítica
Condiciones típicas de secado:
Temperatura: 120–130°C
Duración: 3–4 horas
Secador desecante: punto de rocío −40°C o menor
El secado adecuado garantiza estabilidad del fundido y claridad superficial.
3.2 Requisitos de la máquina de moldeo
Una máquina estándar de tornillo reciprocante es adecuada, pero con consideraciones:
Tornillo: general o específico para PC; L/D 20:1–24:1
Cilindro: resistente a la corrosión
Fuerza de cierre: generalmente alta debido a las elevadas presiones de inyección
Sistema de canal caliente: aplicable, pero debe evitar estancamientos para prevenir degradación
3.3 Parámetros del proceso
Temperatura del fundido
260–320°C, según el grado y el espesor de la pieza
Temperaturas demasiado altas generan amarilleo o degradación.
Temperatura del molde
80–120°C
Mejora la claridad y reduce el estrés interno.
Presión de inyección
80–150 MPa
Necesaria para compensar la alta viscosidad del PC.
Velocidad de inyección
Moderada a alta; demasiado alta genera marcas de quemado o estrés por cizalladura.
Tiempo de enfriamiento
10–30 segundos, dependiendo del espesor
El PC tiene baja conductividad térmica, por lo que necesita más tiempo que otros plásticos.
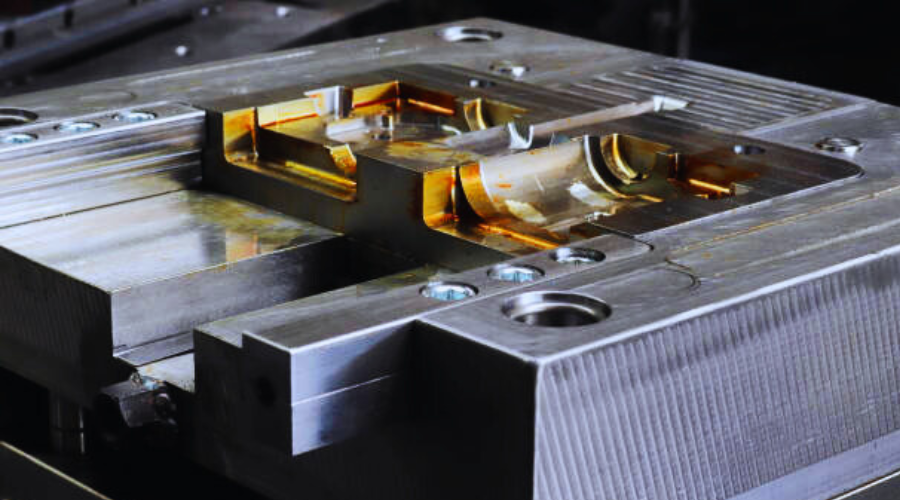
4. Consideraciones de Diseño del Molde
Un buen diseño de molde es crucial para el moldeo por inyección de PC.
4.1 Diseño de compuertas
Las compuertas grandes (abanico o borde) permiten un flujo suave y reducen el cizallamiento.
En piezas ópticas se pueden usar compuertas de punto, pero deben ubicarse con precisión.
4.2 Ventilación
El PC es sensible al aire atrapado.
Profundidad de ventilación: 0.02–0.03 mm.
4.3 Espesor de pared
1.5–4.0 mm recomendado
Los espesores muy gruesos pueden crear hundimientos.
4.4 Ángulos de desmoldeo
0.5°–1° mínimo, más para superficies texturizadas.
4.5 Sistema de expulsión
Usar múltiples pernos expulsadores para evitar marcas.

5. Defectos Comunes y Soluciones
5.1 Líneas plateadas (splay)
Causa: Humedad
Solución: Secado adecuado.
5.2 Burbujas o vacíos
Causa: Presión de empaque insuficiente
Solución: Aumentar presión y tiempo de compactación.
5.3 Amarilleo o degradación
Causa: Temperatura del fundido demasiado alta o tiempo excesivo en el cilindro
Solución: Bajar temperatura; reducir tiempo de residencia.
5.4 Deformación (warpage)
Causa: Enfriamiento desigual
Solución: Optimizar canales de enfriamiento; rediseñar geometría.
5.5 Marcas de quemado
Causa: Mala ventilación o velocidad demasiado alta
Solución: Mejorar ventilación; ajustar velocidad.
6. Grados de PC Usados en Moldeo por Inyección
6.1 PC de uso general
Para automoción, carcasas eléctricas, cascos de seguridad, etc.
6.2 PC grado óptico
Alta transparencia y baja birrefringencia:
Lentes
Guías de luz
Discos ópticos
6.3 Grados retardantes de llama
Usados en equipos eléctricos y electrónicos.
6.4 PC reforzado con fibra de vidrio
Mayor rigidez y resistencia.
6.5 Mezclas de PC
PC/ABS: mejor procesabilidad e impacto
PC/PBT: mejor resistencia química
PC/ASA: resistente a UV
7. Aplicaciones del Moldeo por Inyección de PC
7.1 Industria automotriz
Lentes de faros
Componentes interiores
Paneles de instrumentos
Soportes estructurales
7.2 Electrónica y electricidad
Conectores
Interruptores
Carcasas de baterías
Difusores LED
7.3 Dispositivos médicos
Instrumental quirúrgico
Dispositivos de administración de fármacos
Carcasas transparentes
Piezas esterilizables
7.4 Aplicaciones ópticas
Gafas de sol
Lentes correctivas
Lentes de cámaras
Discos ópticos
Guías de luz
7.5 Construcción y seguridad
Gafas de seguridad
Protectores de maquinaria
Paneles antibalas
Lucernarios
7.6 Productos de consumo
Juguetes
Botellas reutilizables
Equipamiento deportivo
Electrodomésticos
8. Ventajas y Limitaciones del Moldeo por Inyección de PC
8.1 Ventajas
Extremadamente resistente y tenaz
Alternativa ligera al vidrio
Excelente claridad
Buen rendimiento térmico y eléctrico
Baja contracción
Gran libertad de diseño
8.2 Limitaciones
Mayor costo que ABS o PP
Sensible a la humedad
Difícil de moldear en secciones muy gruesas
Susceptible a rayaduras (requiere recubrimientos)
Sensible a ciertos solventes
9. Tendencias Futuras en el Moldeo por Inyección de PC
9.1 PC de origen biológico
Impulsado por la búsqueda de alternativas sostenibles y libres de BPA.
9.2 Micro y nano moldeo
Ideal para:
Dispositivos microfluídicos
Componentes ópticos de precisión
9.3 Aligeramiento en automoción y aeroespacial
Clave para vehículos eléctricos.
9.4 Recubrimientos funcionales
Antirayado, anti-UV, antiempañante.
9.5 Integración con fabricación aditiva
Híbrido de moldes impresos en 3D y moldeo por inyección.
10. Mejores Prácticas para un Moldeo Exitoso de PC
Control estricto del secado del material
Mantener temperaturas del fundido y del molde dentro del rango ideal
Usar compuertas y ventilaciones adecuadas
Evitar el exceso de cizallamiento
Mantenimientos regulares del molde y del sistema caliente
Mantener espesores uniformes en diseño
Conclusión
El moldeo por inyección de policarbonato ofrece una combinación ideal de versatilidad y alto rendimiento, permitiendo fabricar componentes duraderos, precisos y estéticamente atractivos. Para obtener resultados óptimos, es fundamental comprender su sensibilidad a la humedad, comportamiento térmico y características de flujo, además de aplicar buenas prácticas de diseño y procesamiento.
Con nuevas formulaciones, recubrimientos avanzados, alternativas sostenibles y métodos híbridos de manufactura, el papel del policarbonato en la industria seguirá creciendo.
Sobre HordRT
HordRT es un fabricante profesional especializado en prototipado rápido, moldes rápidos y servicios de moldeo por inyección de bajo volumen. Con equipos avanzados, ingenieros experimentados y estrictos sistemas de control de calidad, HordRT proporciona componentes plásticos de alta precisión para las industrias automotriz, médica, electrónica de consumo, equipos industriales y más.
Nuestros servicios incluyen:
Moldeo por vacío
Producción de bajo volumen
Acabados superficiales y ensamblaje
Comprometida con la eficiencia, precisión y satisfacción del cliente, HordRT ofrece soluciones flexibles que ayudan a acelerar los ciclos de desarrollo, reducir costos y llevar innovaciones al mercado de forma más rápida.
Para más información o consultas de proyectos, póngase en contacto con HordRT: su socio confiable en fabricación de precisión.