Johnny Xiong
Especialista en Moldes Rápidos
Índice de contenidos
El moldeo por inyección es uno de los procesos de fabricación más utilizados para producir piezas plásticas, desde diminutos componentes para dispositivos médicos hasta grandes paneles automotrices. En esencia, es un proceso cíclico que transforma materia prima plástica en un producto terminado mediante una serie de etapas controladas con gran precisión. Comprender el ciclo completo del moldeo por inyección —desde el cierre del molde hasta la expulsión— es clave para apreciar su eficiencia, versatilidad e importancia en la industria moderna. En este artículo, le guiaremos a través de cada fase del ciclo, explicando la ciencia, la maquinaria y el arte que hay detrás de este notable proceso.
Introducción al moldeo por inyección
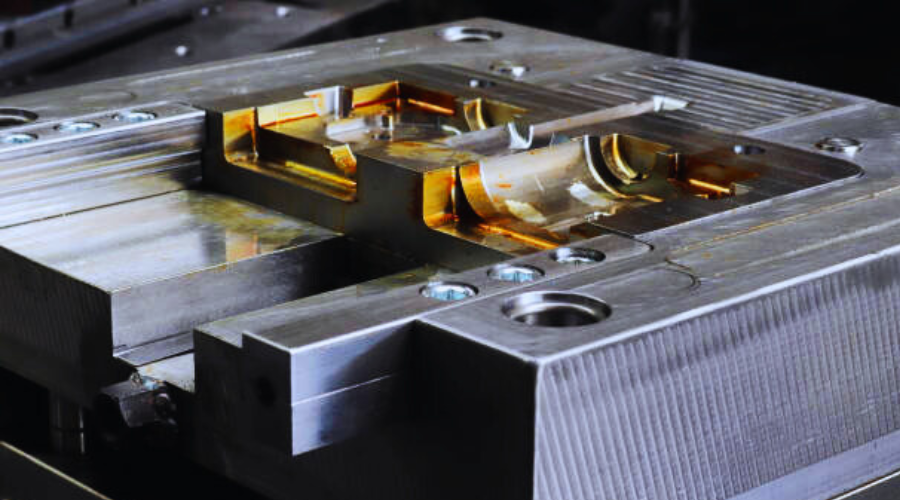
Antes de profundizar en el ciclo, establezcamos el contexto. El moldeo por inyección consiste en inyectar plástico fundido en la cavidad de un molde, donde se enfría y solidifica hasta adquirir la forma deseada. El molde suele estar fabricado en acero o aluminio y consta de dos mitades: la mitad fija (conectada a la unidad de inyección) y la mitad móvil (conectada a la unidad de cierre). El proceso está altamente automatizado y es capaz de producir miles de piezas idénticas con una precisión y repetibilidad excepcionales. El ciclo completo puede durar desde unos pocos segundos hasta varios minutos, dependiendo del tamaño de la pieza, el material y la complejidad.
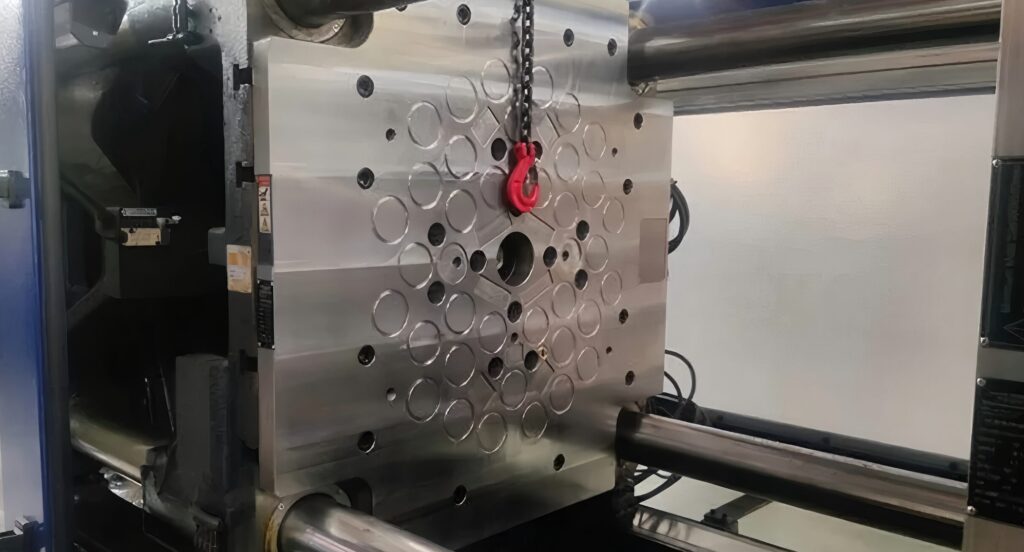
Etapa 1: Cierre del molde (Clamping)
El ciclo de moldeo por inyección comienza con la fase de cierre del molde. Antes de inyectar cualquier plástico, las dos mitades del molde deben cerrarse de forma segura y mantenerse unidas bajo alta presión.
Cómo funciona:
La mitad móvil del molde es impulsada hacia adelante por una unidad de cierre, que puede ser hidráulica, mecánica (de rodillera) o eléctrica.
Las mitades del molde se encuentran y forman una cavidad sellada. La fuerza de cierre —medida en toneladas— debe ser suficiente para soportar la enorme presión del plástico inyectado sin permitir que el molde se abra (un defecto conocido como “rebaba” o flashing).
Las fuerzas de cierre típicas varían desde unas pocas toneladas para piezas pequeñas hasta miles de toneladas para componentes grandes como parachoques de automóviles.
Por qué es importante:
Un cierre adecuado garantiza la precisión dimensional y evita defectos. El molde debe estar perfectamente alineado y la fuerza debe optimizarse: demasiada poca fuerza provoca rebabas, mientras que demasiada puede dañar el molde o la máquina.
Etapa 2: Inyección
Una vez que el molde está cerrado, comienza la fase de inyección. Aquí es donde el material plástico se introduce en la cavidad del molde.
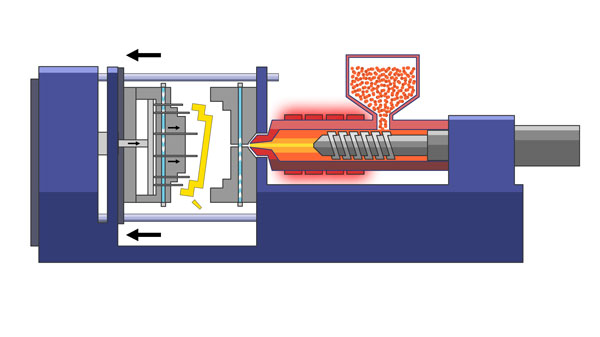
El proceso:
El material plástico, normalmente en forma de pellets, se alimenta desde una tolva hacia un cilindro calefaccionado.
Un tornillo reciprocante (que también actúa como émbolo) gira y transporta los pellets hacia adelante. La combinación de cizallamiento mecánico y calentadores externos funde el plástico hasta convertirlo en un fluido homogéneo y viscoso.
Luego, el tornillo avanza como un pistón, inyectando una cantidad precisa de plástico fundido —llamada “disparo” (shot)— a través de una boquilla hacia el bebedero, los canales y las compuertas del molde, llenando finalmente la cavidad.
La inyección se realiza a alta presión (normalmente entre 500 y 2.000 bar) para garantizar el llenado completo antes de que el material comience a solidificarse.
Parámetros clave:
La velocidad, la presión y la temperatura de inyección son críticas. Deben ajustarse según la viscosidad del material y la geometría de la pieza para evitar defectos como llenado incompleto (short shots), quemaduras o líneas de soldadura.
Etapa 3: Compactación o mantenimiento de presión
Después de que la cavidad se llena, sigue inmediatamente la fase de compactación o mantenimiento de presión. Aunque puede parecer una continuación de la inyección, cumple un propósito distinto.
Qué sucede:
Se fuerza plástico adicional dentro del molde bajo una presión sostenida para compensar la contracción del material a medida que comienza a enfriarse y solidificarse.
Esta fase garantiza que la pieza quede completamente compacta y densa, evitando hundimientos, vacíos o imprecisiones dimensionales.
La presión de mantenimiento suele ser inferior a la presión de inyección, pero se mantiene durante un tiempo determinado hasta que la compuerta se solidifica.
La ciencia detrás:
A medida que los plásticos se enfrían, su volumen disminuye. Sin la fase de compactación, la pieza se separaría de las superficies del molde, causando defectos por contracción. Esta etapa controla ese comportamiento natural.
Etapa 4: Enfriamiento
El enfriamiento es la parte más larga del ciclo y determina la productividad global del proceso. Durante esta fase, el plástico fundido dentro del molde se solidifica hasta adquirir su forma final.
El mecanismo:
El molde está equipado con canales de enfriamiento por los que circula un refrigerante (generalmente agua o aceite).
El calor del plástico se transfiere al acero del molde y es evacuado por el refrigerante.
La pieza debe enfriarse lo suficiente para ser lo bastante rígida y poder expulsarse sin deformarse.
El tiempo de enfriamiento depende del espesor de la pieza, las propiedades térmicas del material y la eficiencia del sistema de enfriamiento. Puede representar hasta el 80 % del tiempo total del ciclo.
Consideración de diseño:
Un enfriamiento eficiente requiere un diseño cuidadoso de los canales para asegurar una extracción de calor uniforme. Un enfriamiento no uniforme puede provocar deformaciones, tensiones residuales o contracciones diferenciales.
Etapa 5: Apertura del molde
Una vez que la pieza se ha enfriado, el molde se abre para prepararse para la extracción de la pieza.
La acción:
La unidad de cierre se retrae, separando la mitad móvil del molde de la mitad fija.
La velocidad y la fuerza de apertura se controlan para evitar daños en la pieza o en el molde.
En algunos casos, se incluye una breve pausa tras la apertura para permitir la evacuación de gases residuales o preparar la expulsión.
Precisión requerida:
El molde debe abrirse de manera suave y alinearse con precisión para el siguiente ciclo. Las máquinas modernas utilizan sensores para garantizar un posicionamiento correcto.
Etapa 6: Expulsión
La etapa final del ciclo es la expulsión, en la que la pieza terminada se retira del molde.
Cómo se realiza:
Se activa un sistema de expulsión —normalmente compuesto por pernos, placas o manguitos— para empujar la pieza fuera de la cavidad del molde.
El mecanismo de expulsión está integrado en la mitad móvil del molde y se acciona de forma mecánica, hidráulica o neumática.
La pieza cae en un contenedor de recogida o sobre una cinta transportadora. En sistemas automatizados, pueden utilizarse robots para una manipulación delicada.
Tras la expulsión, el molde se cierra y el ciclo se repite.
Desafíos:
La expulsión debe sincronizarse cuidadosamente y aplicarse con la fuerza adecuada para evitar marcas o deformaciones. Los ángulos de desmoldeo en el diseño del molde facilitan la liberación de las piezas.
El papel de los materiales y los parámetros de la máquina
El ciclo de moldeo por inyección no existe de forma aislada; está profundamente influenciado por la elección del material y los parámetros de la máquina.
Consideraciones sobre los materiales:
Diferentes plásticos (por ejemplo, polietileno, ABS, policarbonato) presentan temperaturas de fusión, comportamientos de flujo y velocidades de enfriamiento distintos. Los materiales de ingeniería reforzados con fibra de vidrio o minerales pueden requerir mayores presiones de inyección o ajustes en el enfriamiento.
Parámetros de la máquina:
Las máquinas modernas de moldeo por inyección están controladas por ordenador, lo que permite un ajuste preciso de los perfiles de temperatura, velocidades de inyección, presiones y tiempos en cada fase. La optimización del proceso es clave para la calidad y la eficiencia.
Técnicas avanzadas e innovaciones
Hoy en día, el moldeo por inyección va más allá del ciclo básico. Algunas innovaciones incluyen:
Moldeo multimaterial u overmolding: inyección de dos o más materiales en un solo ciclo.
Microinyección: producción de piezas extremadamente pequeñas y de alta precisión.
Inyección asistida por gas: uso de gas inerte para crear secciones huecas y reducir hundimientos.
Integración con Industria 4.0: monitoreo en tiempo real mediante sensores IoT para mantenimiento predictivo y control de calidad.
Conclusión
El ciclo de moldeo por inyección —cierre, inyección, compactación, enfriamiento, apertura y expulsión— es una secuencia perfectamente orquestada que transforma plástico en bruto en piezas funcionales. Cada etapa es interdependiente y requiere un control preciso y un profundo conocimiento de los materiales y la mecánica. Desde la potente fuerza de cierre que mantiene el molde sellado hasta el suave empuje que libera el producto final, este ciclo ejemplifica la combinación de fuerza y delicadeza que define la fabricación avanzada.
A medida que los materiales evolucionan y la tecnología avanza, el ciclo de moldeo por inyección continúa siendo más rápido, eficiente y versátil. Ya sea usted un ingeniero experimentado o simplemente alguien curioso sobre cómo se fabrican los productos plásticos cotidianos, comprender este proceso revela la increíble precisión que hay detrás de los objetos que dan forma a nuestro mundo. La próxima vez que sostenga un componente plástico, recuerde el recorrido que realizó: desde un pellet hasta una pieza moldeada, todo en cuestión de segundos, en un ciclo perfeccionado a lo largo de décadas de innovación.
Asóciese con los expertos de HordRT
En HordRT, vivimos y respiramos el moldeo por inyección. Este ciclo complejo no es solo teoría para nosotros: es el ritmo diario de nuestras plantas de producción. Nos especializamos en transformar diseños complejos en componentes plásticos de alta calidad producidos en masa, con precisión, velocidad y fiabilidad.
Nuestra experiencia abarca cada etapa descrita en este artículo:
Cierre y utillaje avanzados: utilizamos máquinas de última generación con altas fuerzas de cierre y mantenemos nuestros moldes con estándares rigurosos para una formación impecable de las piezas.
Inyección precisa y control de procesos: nuestro equipo de ingeniería optimiza cada parámetro —temperatura, presión y velocidad— según su material y geometría específicos.
Enfriamiento eficiente y optimización del tiempo de ciclo: diseñamos sistemas de enfriamiento eficaces para minimizar los tiempos de ciclo sin comprometer la integridad de la pieza, entregando sus proyectos más rápido.
Expulsión automatizada y aseguramiento de calidad: desde la expulsión robótica automatizada hasta estrictas inspecciones en proceso, garantizamos que cada pieza cumpla con los más altos estándares.
Ya sea que necesite prototipado rápido, piezas de precisión en bajo volumen o producción a gran escala, HordRT ofrece soluciones integrales de principio a fin. Permítanos ser el socio que haga realidad su visión, de forma fluida y eficiente.
¿Listo para comenzar su próximo proyecto?
Contacte con HordRT hoy mismo para una consulta y descubra cómo nuestro dominio del ciclo completo de moldeo por inyección puede trabajar para usted.