Johnny Xiong
Especialista en Moldes Rápidos
Contenido
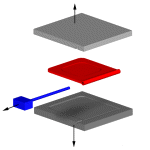
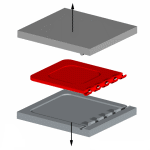
El moldeo por inyección es un proceso de fabricación ampliamente utilizado en múltiples industrias. Este método consiste en inyectar material fundido (generalmente resina) a alta presión dentro de una cavidad metálica. Una vez enfriado el material, el eyector empuja la pieza terminada fuera del molde.
Un diseño orientado a la manufacturabilidad puede acelerar los ciclos de producción y reducir los costos. Basándonos en nuestra experiencia en moldeo por inyección, hemos recopilado una serie de recomendaciones de diseño para mejorar la eficiencia del proceso. Estas incluyen aspectos como el espesor de pared, los ángulos de desmoldeo y los refuerzos, que ayudan a optimizar la calidad del producto final y minimizar problemas durante la producción.
1. Diseño del espesor de pared
Uno de los principios más importantes para obtener piezas de alta calidad es mantener un espesor de pared uniforme. Las zonas demasiado gruesas pueden causar hundimientos, deformaciones o imprecisión dimensional.
Ventajas del espesor uniforme:
Mejor flujo del material
Enfriamiento y contracción más homogéneos
Menor riesgo de deformación
Reducción de tensiones internas
Reducir el espesor máximo disminuye el tiempo de ciclo (especialmente el de inyección y enfriamiento), el consumo de material y el costo de producción.
Ejemplo incorrecto
Ejemplo incorrecto

Práctica correcta
Práctica correcta
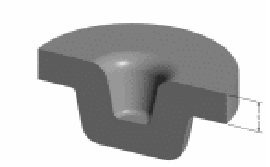
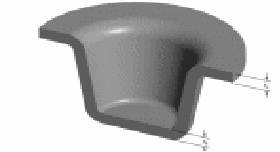
2. Diseño del ángulo de desmoldeo
Agregar un ángulo de desmoldeo adecuado en las superficies verticales es esencial para facilitar la expulsión de la pieza sin dañar la superficie ni provocar deformaciones.
La falta de ángulo puede causar marcas, fracturas o mala apariencia debido a la fricción y las tensiones internas creadas durante el enfriamiento.
El valor del ángulo debe calcularse considerando el tipo de material, el espesor de pared, la geometría de la pieza y el índice de contracción. Un diseño correcto alarga la vida útil del molde y mejora la calidad.
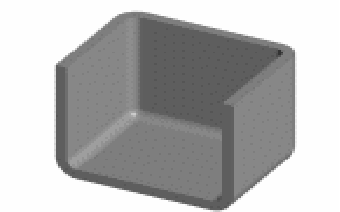
Ejemplo incorrecto: no agregar ángulo de desmoldeo
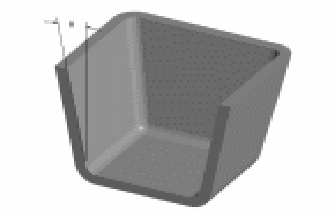
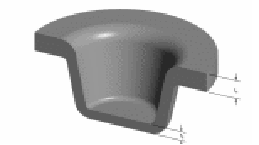
Práctica correcta: agregar ángulo de desmoldeo
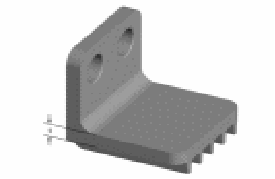
3. Diseño de nervaduras de refuerzo
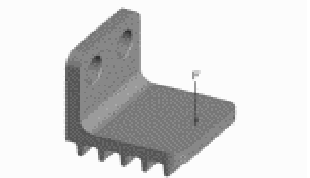
Para evitar marcas de hundimiento, el espesor de las nervaduras de refuerzo debe mantenerse entre el 50 % y el 60 % del espesor nominal. La altura de las nervaduras debe ser aproximadamente de 2.5 a 3 veces el espesor nominal.
Las nervaduras de refuerzo se utilizan para proporcionar soporte estructural, no para aumentar la resistencia mediante el incremento del espesor de pared.
Ejemplo incorrecto
Práctica correcta
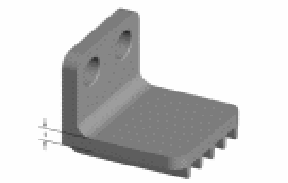
Si las nervaduras de refuerzo están perpendiculares al eje, pueden provocar deformaciones por flexión.
Ejemplo incorrecto
Práctica correcta
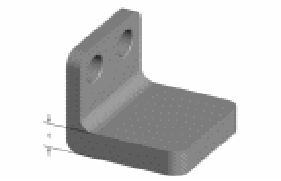
4. Diseño de columnas de refuerzo
Los pilares de refuerzo son soportes salientes en las piezas, utilizados para facilitar el ensamblaje de componentes plásticos con otras partes. Pueden emplearse en ensamblajes a presión, con tornillos autorroscantes o con tornillos mecánicos estándar con rosca.
- El espesor de pared de los pilares de refuerzo no debe superar el 60 % del espesor principal.
- El radio en la base del pilar debe ser al menos del 25 % del espesor principal.
- Deben estar apoyados mediante nervaduras de refuerzo o costillas en la base que los conecten con las paredes adyacentes.
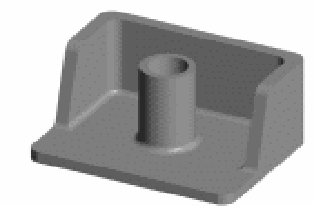
Ejemplo incorrecto: pilar de refuerzo aislado
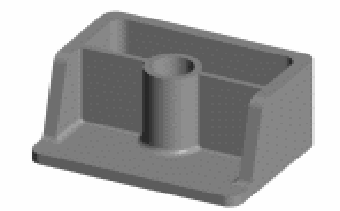
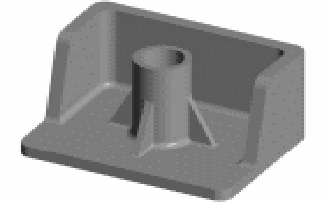
Práctica correcta: pilar de refuerzo aislado con nervaduras (izquierda) o costillas (derecha)
Si es necesario colocar el pilar de refuerzo cerca de una esquina, se deben utilizar nervaduras de refuerzo para aislarlo de otras partes.
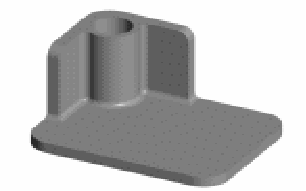
Ejemplo incorrecto: pilar de refuerzo en la esquina
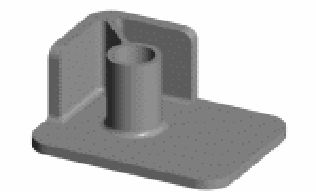
Práctica correcta: pilar de refuerzo con costillas en la esquina
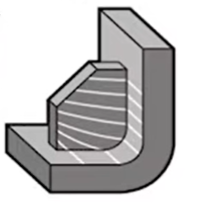
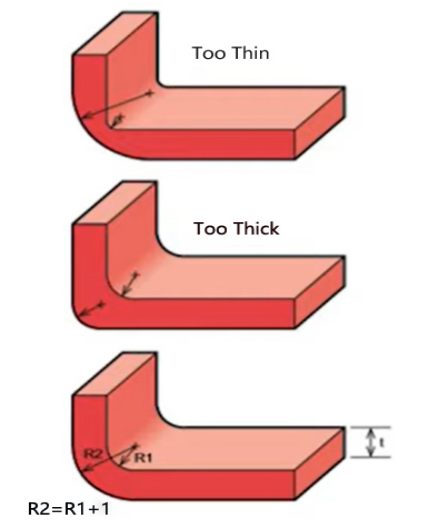
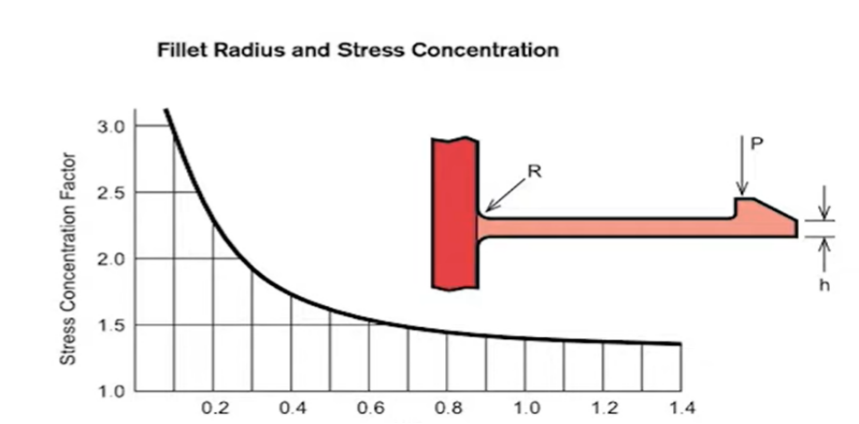
5. Diseño de radios
Las esquinas afiladas generan concentraciones de esfuerzo y dificultan el flujo del plástico. Los radios permiten una transición suave y mejoran el llenado del molde.
El diseño debe considerar el espesor de la pared para evitar zonas de alta tensión y riesgo de fractura.
Regla general: mantener el espesor en las esquinas entre 0.9 y 1.2 veces el espesor nominal.

Ejemplo incorrecto
Práctica correcta
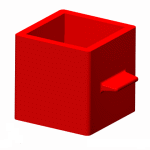
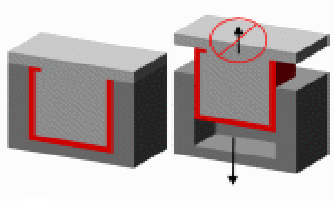
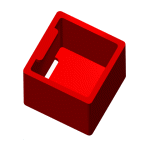
6. Diseño de socavados
Los socavados son características que, sin dañar la estructura, impiden que la pieza moldeada por inyección se desmoldee fácilmente del molde. Al diseñar la pieza, se deben tener en cuenta los siguientes aspectos:
Reducir al mínimo la cantidad de socavados externos
Los socavados externos requieren núcleos laterales, lo que incrementa el costo del molde
Algunos socavados externos simples pueden formarse ajustando la línea de partición
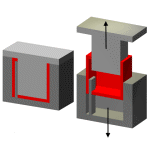
Socavado externo simple
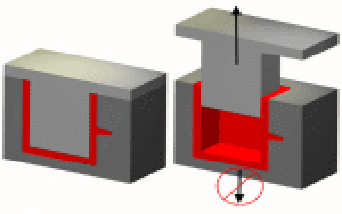
El molde no puede separarse
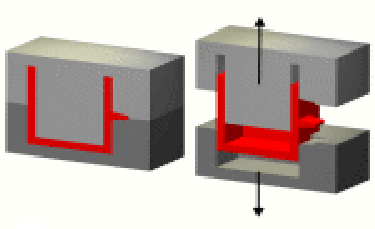
Nueva línea de partición permite el moldeo del socavado
Rediseñar una característica puede eliminar el socavado externo.
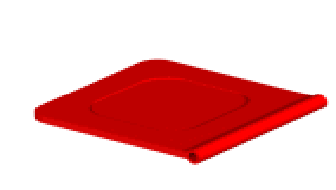
Pieza con bisagra
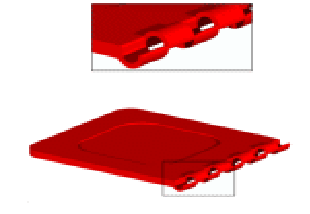
Pieza con bisagra
La bisagra requiere núcleo lateral
Nuevo diseño de bisagra permite el moldeo
- Reducir al mínimo la cantidad de socavados internos.
- Los socavados internos generalmente requieren elevadores de núcleo internos, lo que aumenta el costo del molde.
- Diseñar aberturas en los laterales de la pieza puede permitir que un núcleo lateral forme el socavado interno.
Si tiene algún nuevo proyecto, no dude en contactarnos a través de rfq@hordrt.com.