Johnny Xiong
Especialista en Moldes Rápidos
Contents
El rectificado es un proceso de mecanizado de alta precisión que emplea herramientas abrasivas rotativas —como la muela— para eliminar material de una pieza, logrando acabados de superficie muy finos y tolerancias micrométricas. Las muelas consisten en granos abrasivos diminutos que se rompen constantemente durante el corte, manteniéndose afilados.
A diferencia del torneado o fresado, el rectificado posee una baja tasa de remoción de material, lo que lo hace ideal para etapas de acabado. Esta técnica es aplicable no solo a metales, sino también a materiales difíciles de trabajar, como cerámica y composites, siendo particularmente eficaz para trabajar metales de alta dureza.

1. ¿Qué es el rectificado?
El rectificado es un proceso de mecanizado de alta precisión que emplea herramientas abrasivas rotativas —como la muela— para eliminar material de una pieza, logrando acabados de superficie muy finos y tolerancias micrométricas. Las muelas consisten en granos abrasivos diminutos que se rompen constantemente durante el corte, manteniéndose afilados.
A diferencia del torneado o fresado, el rectificado posee una baja tasa de remoción de material, lo que lo hace ideal para etapas de acabado. Esta técnica es aplicable no solo a metales, sino también a materiales difíciles de trabajar, como cerámica y composites, siendo particularmente eficaz para trabajar metales de alta dureza.
2. Tipos comunes de rectificado
Rectificado superficial (Surface Grinding)
Es el tipo más habitual, usado para obtener superficies planas y pulidas. Utiliza una muela de alta velocidad y una mesa que se desplaza, eliminando material hasta lograr la planitud deseada.
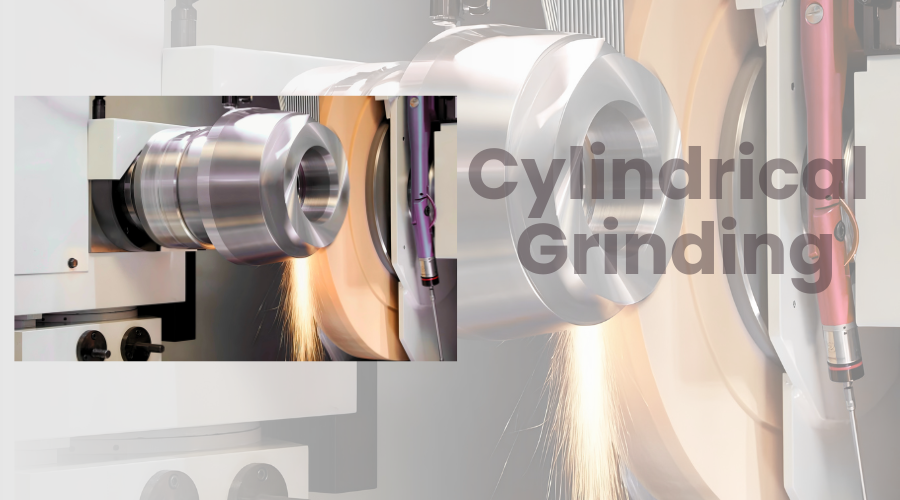
• Rectificado cilíndrico externo e interno (Cylindrical Grinding)
Externo: para perfiles cilíndricos en ejes o superficies externas.
Interno: para fabricar interiores como casquillos o cilindros.
Muy extendido en ejes, ejes de cigüeñal y superficies de cojinetes en el sector automotriz.
• Rectificado sin centros (Centerless Grinding)
La pieza no se fija; en cambio, se apoya en un soporte y rueda entre la muela y una rueda reguladora. Excelente para producción en serie de pernos, pasadores y ejes, con alta eficiencia y consistencia dimensional.
• Rectificado por avance lento (Creep‑Feed Grinding)
Se caracteriza por baja velocidad de avance y gran profundidad de corte, removiendo mucha materia en una sola pasada. Es preciso, ideal para superaleaciones, acero de herramientas duro y cerámica. Aunque más lento, su precisión es superior.
• Rectificado de forma (Form Grinding)
Se da forma a la muela según un contorno específico (como engranajes o levas), luego se transfiere esa forma a la pieza. Común en moldes, herramientas de precisión y piezas aeroespaciales complejas.

3. Tipos de muelas y selección de abrasivo
Las muelas combinan abrasivo y aglutinante, y su rendimiento depende de tipo, granulometría, dureza y ligante.
Abrasivos más usados:
Alúmina (Al₂O₃): para acero y metales ferrosos.
Carburo de silicio (SiC): para metales no ferrosos (aluminio, cobre, titanio) y cerámica.
Diamante: esencial para cerámica, carburo y vidrio.
CBN (nitruro cúbico de boro): preferido en aceros endurecidos y aleaciones, especialmente a altas temperaturas y velocidades.
Tipos de aglutinantes:
Vitrificados: alta dureza, mantienen forma, adecuados para rectificado de precisión.
Resinoides: ofrecen mayor capacidad de corte y elasticidad, útiles en rectificado rápido y formado.
Metálicos: comunes en puntas de diamante y CBN, empleados para materiales muy duros o frágiles.
4. Partes principales de una rectificadora
Aunque hay varias máquinas (superficiales, cilíndricas, sin centros), comparten componentes esenciales:
Muela: cortante abrasivo rotativo.
Mesa de trabajo: sostiene la pieza y se desplaza según se requiera.
Husillo: motor principal que gira la muela a altas rpm.
Sistema de refrigeración: enfría la pieza, evita deformaciones y elimina residuos.
Sistema de avance: regula la posición relativa y velocidad entre muela y pieza.
Las máquinas pueden ser manuales o CNC. Las CNC ofrecen automatización, precisión repetitiva y complejidad en formas, siendo preferidas en industrias avanzadas.
5. Parámetros críticos del rectificado
• Rugosidad y tolerancia dimensional
El rectificado logra tolerancias de ±0.002 mm y rugosidades Ra inferiores a 0.1 µm. Estos se ven influidos por la granulometría, la velocidad de avance, la velocidad del disco y la técnica de rectificado.
• Dureza del material y selección de muela
Materiales muy duros requieren muelas especiales (diamante, CBN), mientras que los metales blandos pueden trabajarse con alúmina o SiC.
• Velocidad de rectificado
La velocidad lineal de la muela (en m/s o SFPM) afecta eficiencia y superficie. A mayor velocidad, también aumenta el calor, lo que puede causar deformación, quemado o fisuras.
• Uso de refrigerante
El rectificado genera altas temperaturas. Un refrigerante adecuado (líquido soluble o aceites específicos) prolonga la vida útil de la muela, evita quemaduras y mejora la calidad superficial.
6. Aplicaciones típicas del rectificado
Automoción: piezas críticas como cigüeñales, levas y cojinetes.
Aeroespacial: componentes de aleaciones resistentes al calor y la fatiga.
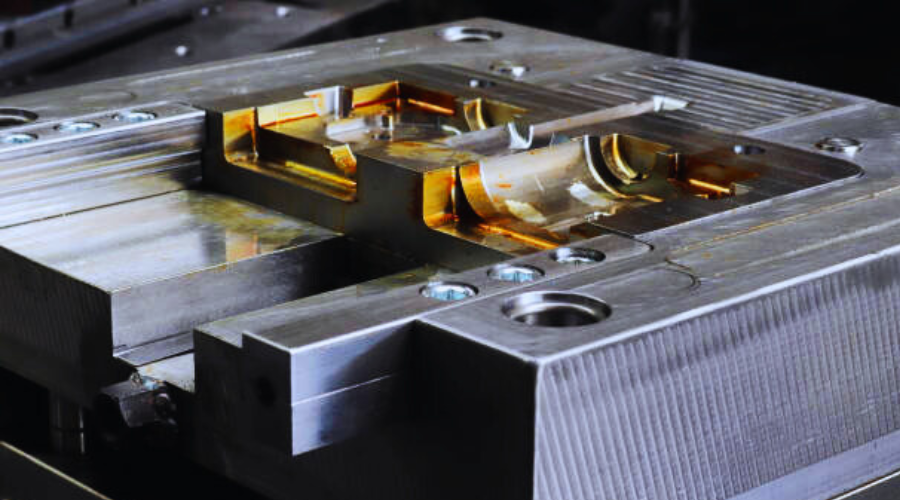
Fabricación de moldes: cavidades y superficies pulidas de alta precisión.
Herramientas de corte: fresas, brocas y rebanadoras.
Sector médico: instrumentación y prótesis con tolerancias estrictas y acabados impecables.
7. Ventajas del rectificado
Alta precisión: tolerancias micrométricas y excelente acabado.
Versatilidad: apto para casi todos los materiales, incluidos los más duros.
Forma compleja: permite rectificar superficies planas, curvas, interiores u formas especiales.
Eficiencia en serie: procesos como el sin centros facilitan producciones masivas con bajo coste operativo.
8. Desafíos y cómo afrontarlos
Control térmico: sin correcta refrigeración, puede haber deformaciones o quemado.
Desgaste de muela: es necesario rectificado (dress) o reemplazo para mantener la calidad.
Habilidades técnicas: requiere operadores y programadores CNC capacitados para mantener precisión.
Conclusión
El rectificado es una técnica imprescindible en la industria moderna: ofrece precisión, rendimiento y adaptabilidad en la fabricación de piezas críticas. Su importancia seguirá creciendo en sectores de alto nivel tecnológico. Implementar tecnologías avanzadas y formación especializada será clave para aprovechar al máximo sus beneficios.
HordRT es un fabricante líder en soluciones de fabricación personalizadas con sede en Zhongshan, China. Nos especializamos en servicios de moldeo por inyección de plásticos, mecanizado CNC, fundición a presión de aluminio, moldeo por compresión de silicona, extrusión de aluminio y plástico, fabricación de chapa metálica y prototipado rápido. Con más de una década de experiencia, un equipo técnico profesional y capacidad de producción avanzada, ofrecemos productos de alta calidad con plazos de entrega reducidos para clientes de sectores como automoción, aeroespacial, médico, electrónica y robótica.